- PolyJet Legacy 打印机
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 和 J720 Dental
- J750/J735
- J750 Digital Anatomy
- Objet24/30 V2 系列
- Objet24/30 V3 系列
- Objet30 V5 Pro 和 Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- 立体光刻材料
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- 索莫斯® WaterShed® XC+
波纹
零件顶面凹凸不平。
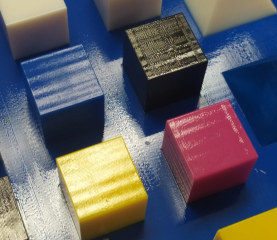
表面波纹情况可能轻微或严重,如上图和下图所示。


可能的原因和解决方案
紫外线强度太高
高强度紫外线可能会对模型质量产生不利影响。
解决方案 1:运行“紫外灯校准”向导来调整紫外线强度水平。如果紫外灯无法校准,则您可能需要更换它。有关准则,请参阅用户指南。
预防措施:在打印机应用中,弹出一则消息,提醒您每打印 300 小时后,都测试一下灯并校准紫外线强度水平。有关详细信息,请参阅用户指南。
解决方案 2:在 GrabCAD 打印中,仅启用 1 个紫外线灯。
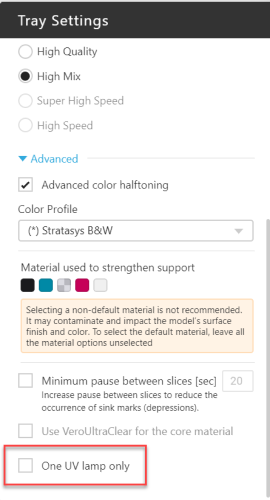
注:改变紫外灯激活状态的选项是否可用因作业而定。在下一个打印作业中,如有必要,您可以启用两个紫外灯。
喷头堵塞:
有时,喷头会出现部分或完全堵塞状况,特别是在未及时对喷头进行例行维护的情况下。这会导致凹陷、凹槽和表面质量差等问题。
要确定问题是否由此引起,可以运行图样测试。图样测试验证打印头中所有喷头的状况,这是对打印机是否具有生产高质量模型能力的基本验证。如果喷头堵塞,测试时会看到缺失的斑纹。另外,在任何情况下,如果您怀疑喷头工作不正常,都可以运行动态喷头测试来进行诊断。
- 注意,每个柱最多可以允许 10 个连续喷头堵塞,超过这一数量会被视为测试未通过。
解决方案:如果图样测试通过,则继续验证下一个可能原因。如果图样测试未通过,运行打印头优化向导。该向导将指出哪些打印头(如有)需要更换。您可以阅读用户指南中有关更换打印头的完整说明
预防措施:为对喷头进行维护,防止此问题再次发生,请在每次打印之后,在打印头仍有余温(45 摄氏度左右)时清洁打印头。另外,遵循我们的其他预防性维护最佳实践,如定期检查和清洁孔板、清洁滚筒和刷子并运行清洁向导等。有关详细信息,请参阅您的用户指南。
滚筒废料收集器堵塞:
有时,滚筒废料收集器可能堵塞,导致无法正确地从滚筒上移除材料。如果滚筒不干净,表面质量可能会受到影响。
解决方案:清洁滚筒废料收集器。有关说明,请参阅用户指南。如果您使用的是我们的桌面打印机,请更换滚筒废料收集器组件。
滚筒刮刀不够锋利或未对齐:
滚筒刮刀可能不够锋利或未对齐,因此无法正确地从滚筒上移除多余的材料。如果滚筒不干净,表面质量可能会受到影响。
解决方案:请更换滚筒刮刀。有关说明,请参阅用户指南。
预防措施:如果打印累计超过 1,000 个小时,或者滚筒刮刀刀片不能再有效保持滚筒清洁(以先到者为准),应更换滚筒刮刀刀片。另外,定期在清理滚筒废料收集器时测试滚筒刮刀的有效性。
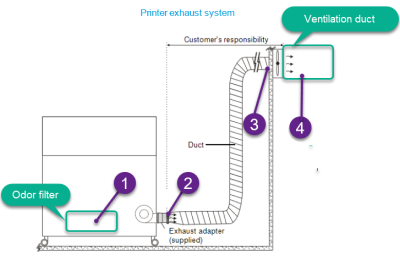
外部通风系统工作不正常:
如果通风系统工作不正常,可能使室内温度超过规定,从而影响到零件质量。
解决方案 1:如果打印机排气管连接到外部通风系统,则不需要气味过滤器,可以将其从打印机上拆除。这可以改善系统冷却效果。
解决方案 2:确保通风系统与打印机背面的通风管正确连接。
解决方案 3:确保通风系统与向室外排气的通风管正确连接。
解决方案 4:确保向室外排气的区域没有堵塞。
解决方案 5:检查室内温度,确保符合规定。
解决方案 6:检查排气转接罩的吸力是否符合规定。
有关详细信息,请参阅“场地准备指南”。
零件方向:
托盘上零件的方向会影响表面质量。
解决方案:将沿 Z 轴的零件的方向转 45 度,然后再次打印。