プリンタ
- PolyJet プリンタ(旧タイプ)
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 & J720 Dental
- J750/J735
- J750 Digital Anatomy
- Objet24/30 V2ファミリー
- Objet24/30 V3ファミリー
- Objet30 V5 Pro & Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
材料
- Stereolithography Materials
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- ソモス®・ウォーターシェッド® XC+
滴下位置のずれ
モデル表面での滴下位置のずれ
J7とJ8シリーズプリンタでVeroUltra™ White材料を使用して造形すると、モデル表面で滴下位置のずれが発生することがあります。

考えられる原因と解決策
モデル周囲の気流の乱れ
モデル周囲の気流の乱れは、滴下の重量、UV耐性などの特性が異なるため、他の材料では発生しません。
解決策1: モデルを外壁で覆います。
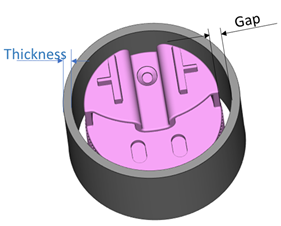
推奨される厚さは2 mmで、モデルとの隙間は1 mmです。
予防措置:解決策と同じ。
解決策2: トレイ上の複数のモデルを近接させて造形します。
気流の乱れを防ぐために、パーツどうしを約1.0 mm離す必要があります。

予防措置:解決策と同じ。