Stampanti
- Stampanti legacy PolyJet
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- Dental J700 e J720
- J750/J735
- J750 Digital Anatomy
- Famiglia Objet24/30 V2
- Famiglia Objet24/30 V3
- Objet30 V5 Pro e Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
Materiali
- Materiali PolyJet
- Famiglia Agilus30
- Biocompatibile
- Biocompatible Clear MED610™
- Materiali odontoiatrici
- Materiali odontoiatrici TrueDent
- Materiali dentali TrueDent-D
- ABS digitale Plus
- DraftGrey
- Elastico Clear/Black
- Alta temperatura
- MED610-DSG
- Supporto PolyJet
- Rigur e Durus
- Tango
- PolyJet ToughONE™
- Trasparenti
- Vero ContactClear
- Gamma Vero
- VeroFlex
- VeroUltra Opaque
- Colori vividi
- Materiali per stereolitografia
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
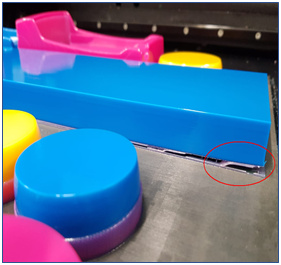
Arricciamento
Arricciamento
A volte, le parti possono curvarsi verso l'alto e staccarsi dal vassoio. Ciò può accadere con determinati materiali o processi di stampa per vari motivi.
Possibili cause e soluzioni
Lo stress interno può causare la curvatura delle parti verso l'alto e il distacco dal vassoio. Di seguito puoi trovare alcune soluzioni consigliate.
Modifica l'orientamento della parte
- Prova a posizionare la parte più lunga del modello sull'asse Y o in modo inclinato. In questo modo si estende il tempo di stampa.

- Prova a posizionare un piccolo modello nell'angolo in basso a destra del vassoio. Questo metodo si traduce in un tempo di stampa più lungo per ogni sezione.

Modifica il materiale del modello
Prova a cambiare un materiale rigido con un VeroFlex o un materiale digitale di Vero e materiale flessibile, poiché VeroFlex è meno sensibile all'arricciamento.
Misure preventive: Come sopra.
Modifica le impostazioni
- Una finitura delle superfici opaca può ridurre l'esposizione ai raggi UV agli strati superiori di una stampa per determinate geometrie.
- Nella finestra di dialogo Impostazioni vassoio, seleziona la casella di controllo Pausa minima tra le sezioni...
È consigliabile iniziare modificando il ritardo in 40 secondi. Se in questo modo si previene l'arricciamento, puoi provare a ridurre il ritardo e verificare i risultati.

Misure preventive: come sopra.
Controlla l'intensità UV
Calibra la lampada UV e contatta il fornitore di servizi Stratasys.
Misure preventive: come sopra.