- Impresoras PolyJet antiguas
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 y J720 Dental
- J750/J735
- J750 Digital Anatomy
- Familia Objet24/30 V2
- Familia Objet24/30 V3
- Objet30 V5 Pro y Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- Materiales PolyJet
- Familia Agilus30
- Materiales biocompatibles
- Material biocompatible transparente MED610
- Materiales dentales
- Materiales dentales TrueDent
- Materiales dentales TrueDent-D
- ABS digital Plus
- DraftGrey
- Elastico Clear/Black
- Alta temperatura
- MED610-DSG
- Soporte PolyJet
- Rigur y Durus
- Tango
- PolyJet ToughONE™
- Materiales transparentes
- Vero ContactClear
- Familia Vero
- Veroflex
- VeroUltra opaco
- Colores vivos
- Materiales para estereolitografía
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
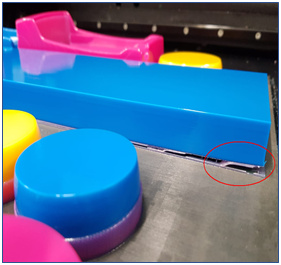
Curvatura
Curvatura
En ocasiones, las piezas pueden curvarse hacia arriba y desprenderse de la bandeja. Esto puede suceder con algunos materiales o procesos de impresión por diversas razones.
Posibles causas y soluciones
La tensión interna puede hacer que las piezas se curven hacia arriba y se desprendan de la bandeja. A continuación, encontrará algunas soluciones recomendadas.
Cambie la orientación de la pieza
- Pruebe a colocar la parte más larga del modelo a lo largo del eje Y o inclinada. Esto prolonga el tiempo de impresión.

- Pruebe a colocar un modelo pequeño en la esquina inferior derecha de la bandeja. Esto aumentará el tiempo de impresión de cada lámina.

Cambie el material del modelo
Si el material que ha utilizado es rígido, pruebe a sustituirlo por un material VeroFlex o un material Vero digital y flexible, que son menos propensos a curvarse.
Medidas preventivas: Las mismas que se han indicado en el apartado anterior.
Cambie la configuración
- En algunas formas geométricas, el acabado superficial mate puede reducir la exposición a los rayos UV de las capas superiores de una impresión.
- En el cuadro de diálogo Tray Settings (Configuración de bandeja), seleccione la casilla de verificación Minimum pause between slices... (Pausa mínima entre láminas).
Se recomienda comenzar por cambiar el tiempo de retardo a 40 segundos. Si ayuda a prevenir la curvatura, puede probar a reducir el tiempo de retardo y comprobar los resultados.

Medidas preventivas: Las mismas que se han indicado en el apartado anterior.
Compruebe la intensidad de los rayos UV
Calibre la lámpara UV y póngase en contacto con su proveedor de servicios de Stratasys.
Medidas preventivas: Las mismas que se han indicado en el apartado anterior.